國內(nèi)外一些研究部門,相繼開發(fā)出一些適于陶瓷材料加工的磨床,主要是對現(xiàn)有的金屬磨床進(jìn)行適當(dāng)?shù)母倪M(jìn)。主要包括機(jī)床結(jié)構(gòu)、砂輪修整系統(tǒng)、冷卻裝置、密封與防護(hù)系統(tǒng)、裝夾配件等。一般的,陶瓷材料加工用磨床應(yīng)滿足以下功能要求:
(1)磨床的結(jié)構(gòu)剛度要高。機(jī)床床身和砂輪主軸的剛度要高,主軸靜剛度一般為普通磨床的3~5倍。
外徑200mm碳化硅陶瓷環(huán)
(1)磨床的結(jié)構(gòu)剛度要高。機(jī)床床身和砂輪主軸的剛度要高,主軸靜剛度一般為普通磨床的3~5倍。
(2)砂輪主軸驅(qū)動電機(jī)功率要大。
(3)機(jī)床具有防塵設(shè)施,特別是導(dǎo)軌、絲杠等運(yùn)動部件要注意防護(hù)。
(4)具有工作液供給、過濾及分離磨屑的檐環(huán)系統(tǒng)。
(5)磨床采用金剛石砂輪作為磨具,并配有相應(yīng)的金剛石砂輪修整裝置。
外徑200mm碳化硅陶瓷環(huán)
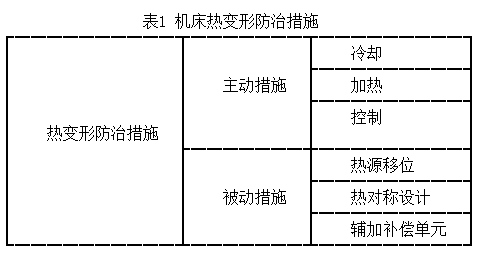
陶瓷磨床的剛度一直是人們關(guān)注的重點(diǎn)。引起機(jī)床結(jié)構(gòu)變形的主要因素包括熱變形、靜載荷、動載荷以及殘余應(yīng)力等。其中,熱變形是機(jī)床變形的主要因素,因?yàn)闄C(jī)床結(jié)構(gòu)的熱變形將會引起工件相對砂輪位置的改變。為了減少溫度場對機(jī)床結(jié)構(gòu)的影響,可以采用各種措施,包括主動措施和被動措施,如表1所列。
靜載荷是引起機(jī)床結(jié)構(gòu)變形的另一因素。陶瓷磨削過程中,法向力與切向力之比可以達(dá)到10:1,較高的法向力容易引起主軸變形。因此,用于陶瓷磨削機(jī)床的靜剛度設(shè)計非常重要。機(jī)床結(jié)構(gòu)的靜剛度取決于結(jié)構(gòu)材料和部件在結(jié)構(gòu)上設(shè)計。靜載荷不僅影響加工精度,還與機(jī)床的生產(chǎn)率有關(guān)。
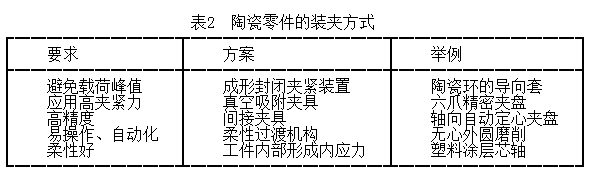
表2 列出陶瓷材料的幾種裝夾方式。陶瓷工件在裝夾過程中要保證工件的夾緊力均勻一致,避免產(chǎn)生應(yīng)力突變點(diǎn),從而引起因裝夾而產(chǎn)生的工件損傷。特別是對于薄壁類工件,更需要設(shè)計專用的夾具,以保證工件的磨削加工。因?yàn)樘沾晒ぜ粚?dǎo)電,不能直接應(yīng)用在電磁吸盤工作臺,需要借助臺鉗夾持工件。對于批量磨削平面零件,就需要設(shè)計專用的夾具,以提高加工效率。
機(jī)床的動態(tài)特性也影響陶瓷材料的加工過程。一般由于機(jī)床閉環(huán)剛度(一般指砂輪與工件之間的剛度)不足以及砂輪磨損等原因,常引起磨削振動。此外,機(jī)床剛度的增加還導(dǎo)致已加工工件強(qiáng)度的降低,這主要受到磨削力中動態(tài)磨削分力的影響。
為了提高機(jī)床的穩(wěn)定性,可以采用尺寸穩(wěn)定性好的材料制造機(jī)床床身,例如,花崗巖、合金鑄鐵等,另外,一些部件經(jīng)過去應(yīng)力工藝處理,保證這些部件具有較高的尺寸穩(wěn)定性。
陶瓷磨屑呈微細(xì)粉末狀,是硬度較高的硬質(zhì)點(diǎn)。如果進(jìn)入機(jī)床的軸承、導(dǎo)軌以及其他配合表面,將會加劇機(jī)床的磨損。因此,關(guān)鍵零部件的防護(hù)和冷卻清潔裝置的設(shè)計是陶瓷磨床設(shè)計過程中的關(guān)鍵技術(shù)之一。電磁式冷卻液除眉方法不適于陶瓷磨屑,陶瓷加工中,通常采用浮選、沖積過濾和離心過濾等方法,清潔冷卻液。
地址:http://sreenarayanakendra.org/jishu/1153.html
本文“陶瓷磨削機(jī)床”由科眾陶瓷編輯整理,修訂時間:2017-03-14 13:48:01
科眾陶瓷是專業(yè)的工業(yè)陶瓷加工生產(chǎn)廠家,可來圖來樣按需定制,陶瓷加工保證質(zhì)量、交期準(zhǔn)時!
有疑問請點(diǎn)擊咨詢客服