1)氧化鋯陶瓷擠壓
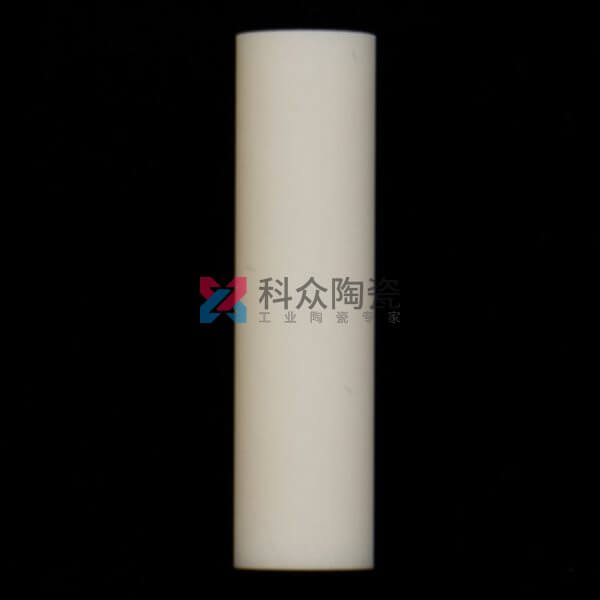
氧化鋯陶瓷擠壓是利用液壓機(jī)推動(dòng)活塞,將已塑化的坯料從擠壓嘴擠出。由于擠壓嘴的內(nèi)型逐漸縮小,從而活塞對(duì)泥團(tuán)產(chǎn)生很大的擠壓力,使坯料致密并成形。管坯擠壓成形擠壓法適于制造圓形、橢圓形、多邊形和其他異形斷面的棒材或管材。擠壓過程受以下參數(shù)的影響。

①氧化鋯陶瓷擠壓嘴錐角a過小,則擠壓壓力小,坯體不致密,強(qiáng)度低。僅過大,則阻力大,不易擠出。經(jīng)驗(yàn)證明,當(dāng)擠壓件直徑d<10mm時(shí),a為12~13為宜;當(dāng)擠壓件d>10mm時(shí),a=17~20為宜。擠壓更大的坯件時(shí),a可增大至20~30。
②氧化鋯陶瓷擠壓件直徑與擠壓筒直徑之比d/D。一般d/D取l/1.6—1/2。為了使坯件表面光滑,密度均勻,坯件從擠壓嘴出來后要經(jīng)過一定長度的定型段L。一般取L=(2~2.5)d。
③氧化鋯陶瓷當(dāng)擠壓管件時(shí),管壁的厚度必須能承受自身的質(zhì)量的數(shù)據(jù)可作為選擇壁厚的參考。
推薦的氧化鋯陶瓷擠壓管外徑與壁厚尺寸㈨單位:mm
| 擠壓管外徑 | 3 | 4~10 | 12 | 14 | 17 | 18 | 20 | 25 | 30 | 40 | 50 |
| 管壁最小厚度 | O.2 | 0.3 | O.4 | 0.5 | O.6 | 1.0 | 2.0 | 2.5 | 3.5 | 5.5 | 7.5 |
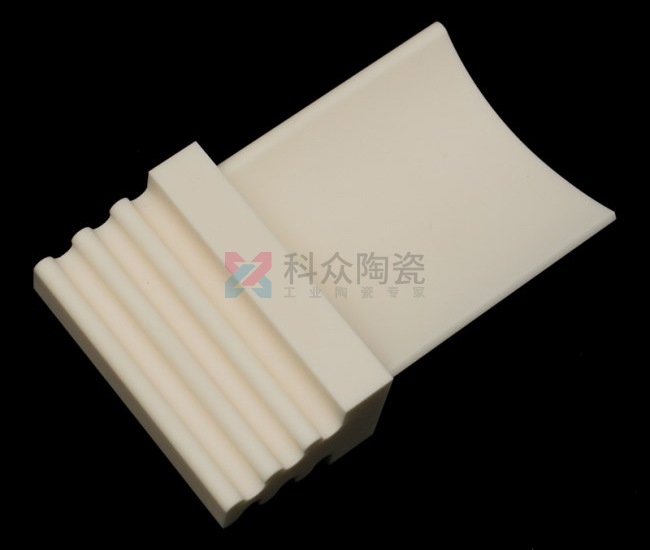
2)軋膜成形(RoUForming)。將準(zhǔn)備好的坯料,置于兩軋輥之間進(jìn)行軋制。調(diào)節(jié)軋輥之間的間距,使扳坯達(dá)到要求的厚度。此法適于制造厚度lmm以下的薄片。
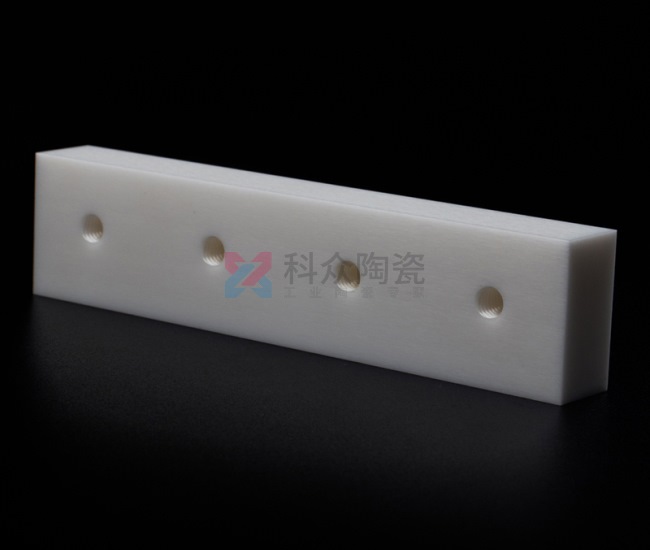
3)其他可塑成形:如車坯成形、旋坯成形、泥漿模壓成形等。
地址:http://sreenarayanakendra.org/jishu/147.html
本文“氧化鋯陶瓷可塑成形工藝方法”由科眾陶瓷編輯整理,修訂時(shí)間:2014-10-06 14:44:14
科眾陶瓷是專業(yè)的工業(yè)陶瓷加工生產(chǎn)廠家,可來圖來樣按需定制,陶瓷加工保證質(zhì)量、交期準(zhǔn)時(shí)!
有疑問請(qǐng)點(diǎn)擊咨詢客服

- 上一頁:氧化鋯陶瓷可塑成形工藝原理
- 下一頁:氧化鋯陶瓷注射成形方法